HK系列产品规格







石墨加工技术中心
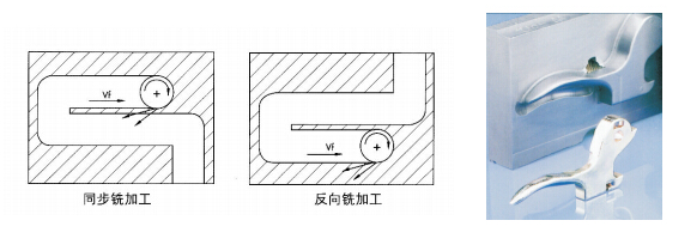
铣加工
特别是对于粗加工操作,推荐采用高进刀率,而对于精加工,如果要获得良好的表面光洁度,必须采用低进刀率。要获得良好的表面质量不仅取决于切割的几何形状和切割条件,而且还取决于电极材料。使用细颗粒石墨通常能够获得更好的效果。例如采用东海HK-6进行铣加工。能够获得RaS0.5fjm表面粗糙度。
石墨最适合用来加工薄且深的长条。通过高速铣床制作相应电极,特别是在反铣操作中,甚至可做出宽度为1.05mm的薄条,对这些操作应该使用精加工参数。
石墨铣加工操作中的刀具磨损会明显减小,但是需要采用特殊的程序。与金属机加工不同,不能为石墨的机加工规定通用的切割参数。这是因为切割参数的选择取决于几个变量,如机器、转轴、刀具长度、被加工物材料、规定的加工表面光洁度和电极几何形状。通常每齿的进刀速率应该是决定性因素。
切割参数的标准值由刀具制造厂提供。
除尘
可以通过相对简单的方法做到有效除尘。
最好直接将加工的电极抽出,产生的粉尘可以很容易除掉,通过机加工区的隔板可限制粉尘的扩散。现代化的机加工设备集成了一个封闭的工作区和一个一体式除尘系统。当去除粉尘时,粉尘可通过机械或静电过滤从尾气中分离下来。
EDM用途
大型精细低损耗石墨
适用范围:压铸模、锻造模,一般大型塑料模具的粗、精加工,如:汽车模具,家电模具,鞋模等。
代表型号:HK-15
代表尺寸:235×467×1245mm
大型超细低损耗石墨
适用范围:精密注塑模的粗、精加工,普通骨位电极加工。如:,家电模具、汽车内饰模具、OA类模具等。
代表型号:HK-2/HK-75
代表尺寸:235×455×1245mm 235×467×1245mm
小型超细低损耗石墨
适用范围:表面光洁度要求极高及超难加工的模具,线切割电极等,如极细电极,镜面电极硬质合金工件等加工,IC封装模具、精密LOGO标识、接插件电极等。
代表型号:HK-6
代表尺寸:120×310×470mm

HK产品使用时的注意事项
相对应加工面积的参考面光洁度
加工面积的大小决定表面精加工的程度。电极面积增大时,与所使用的石墨等级无关,,表面光洁度均有变粗的可能。
|
电极面积(mm)
|
VDI
|
Ra(μm)
|
Rmax(μm)
|
|
50-99
|
16-21
|
0.63-1.12
|
5-9
|
|
100-150
|
21-23
|
1.12-1.40
|
9-11
|
|
151-200
|
23-26
|
1.40-2.00
|
11-4
|
|
201-300
|
26-29
|
2.00-2.80
|
14-21
|
|
301-400
|
29-32
|
2.80-4.00
|
21-30
|
|
401-500
|
32-35
|
4.00-5.60
|
30-40
|
|
501-
|
35-
|
5.90-
|
40-
|
放电加工不稳定时的确认要点
放电加工不稳定时,请参考下述要点来调整加工条件。
|
问题
|
解决办法
|
|
加工速度慢
|
加大IP on time的最优化
|
|
电极消耗大
|
加大IP on time的最优化
|
|
表面光洁度粗燥
|
减小IP on time的最优化
|
|
放电不稳定
|
较小IP
(特别时将加开始时的IP设得稍小些)IP on time的最优化
从HK-0到HK-75的on time设定为200µses以下
HK-3的on time设定为100µsec以下
超过以上数值为放电不稳定领域
延长off time
|
|
二次放电
|
跳越量大
跳越周期短
跳越速度快
检查放电加工液
|
表面光洁度换算表(Rmax为参考值)
|
IDI
|
Ra(μm)
|
Ra(μinch)
|
Rmax(μm)
|
|
14
|
0.50
|
20
|
4
|
|
15
|
0.56
|
22
|
-
|
|
16
|
0.63
|
25
|
5
|
|
17
|
0.07
|
20
|
-
|
|
18
|
0.08
|
32
|
-
|
|
19
|
0.09
|
36
|
-
|
|
20
|
1.00
|
40
|
8
|
|
21
|
1.12
|
45
|
9
|
|
22
|
1.26
|
50
|
-
|
|
23
|
1.40
|
56
|
11
|
|
24
|
1.60
|
63
|
12
|
|
25
|
1.80
|
72
|
-
|
|
IDI
|
Ra(μm)
|
Ra(μinch)
|
Rmax(μm)
|
|
26
|
2.00
|
80
|
14
|
|
27
|
2.20
|
88
|
16
|
|
28
|
2.50
|
100
|
-
|
|
29
|
2.80
|
112
|
21
|
|
30
|
3.20
|
125
|
23
|
|
31
|
3.50
|
140
|
-
|
|
32
|
4.00
|
160
|
30
|
|
33
|
4.50
|
180
|
-
|
|
34
|
5.00
|
200
|
-
|
|